 This is a post processing script for PrusaSlicer for tool-changing/IDEX multu-extruder setups
using the RepRap3 firmware
This is a post processing script for PrusaSlicer for tool-changing/IDEX multu-extruder setups
using the RepRap3 firmware
It has been tested on: PrusaSlicer 2.3 E3D toolchanger with Duet 3 board running RR3.01RC4 firmware with 4 tools
The script includes the following enhancements:
- Robust prime tower generation
- Smart Active/Idle tool-head temperature management
- PCF speed management
- Validation/stripping of the GCode (i.e. Merlin M900, mapping of the fan ranges etc.)
- Rollback of the G10 temperature contol back to M104 (for initial setup) This is because G10 command doesn't switch the heater from Off->Standby and there no explicit G-code to do that. This would mean that tools wouldn't be pre-heated untill first activation.
- Tested compatibility with Prusa Slicer 2.3
- Added compatibility with the new RepRapFirmware G-code flavour in PrusaSlicer 2.3, Supported flavours now are RepRapFirmware and RepRap/Sprinter
- Fixed faulty extrusion formula for the Prime Tower generation
- Replaced the M104 gcode (deprecated) generation with the G10
- Fixed the firmware G10 retraction detection to work properly when using G10 commands for temperature setup
- Added heated bed temperature control. PrusaSlicer would assign sometimes assign wrong temperature to the heated bed. Script now cleans up the heated bed gcode from PS (M140 and M190 commands) and adds the M140 and M190 commands to set the temperature that is MAX of all heated bed temperatures of filaments in use
- Changed the behaviour of the PrimeTower generation. Now if the prime tower is padded at the end of Tool printing process, printer will not do an extra move to the previous position
- Added filament usage statistics aggregation
- Script updates the comments with usage/runtime statistics generated by PrusaSlicer
- Duet Web Control will parse and read accurate statistics now
- Fixed issue with prime tower generation that would cause layers to be skipped (FIXED)
- Fixed issue with no prime tower being generated when default (T0) tool is used first
Added T{tool}-{filament_type} pair generation into the output file name
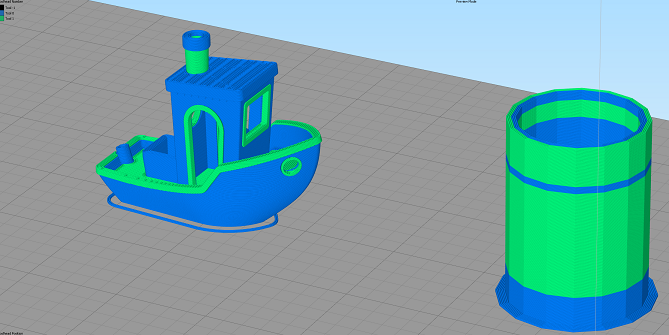
The wipe tower functionality in PrusaSlicer is build and optimized for a single extruder/multi-material setup. As such it works reasonably well with MMU2s or Palette 2 - but not in an IDEX or multi-tool setup.
For a multi-tool setup the prime tower:
- allows to equalize nozzle pressure upon tool activation
- doesn't require excesive material extrusion
- allows for usage of tool-heads of different nozzle diameters
- maintains structural integrity thru-out the print
- doesn't create additional tool change operations
In order to achieve this, the script uses tube structure to generate the prime tower; Each tool-head is assigned it's own set of shells within the tube - this is done to ensure that, upon priming, material of same properties is depositor upon each other, increasing the strength of the prime tower In case the tool is not active in that particular layer, the first active tool within that layer is used to fill in the empty shells - this prevents additional tool changes (just for prime tower generation) Each shell band width is determined based on the tools nozzle diameter
EXPERIMENTAL - Support of variable layer heights/prime tower layer optimisation Even with fixed layer heights, PrusaSlicer offsets support/interface layers vs. the model layers (by between 0.03-0.05mm) To handle this and the variable layer heights, the script optimises the prime tower structure by combining the subsequent layer tool change priming moves onto a single prime tower layer. This is done to maximize the prime tower layer height but still keep it within the limits of max layer height for all the tools active in the layer
After generating the prime tower GCode, the post processing script analyzes the result GCode to estimate the run-time of each operation - this is done to determine time periods when each tool is idle between deactivation and activations.
In the script, the user can specify the standby idle temperature delta. Based on the temperature delta, and configured cooling down and heating up temperature rate estimates - the scripts determines if, within each period of idleness, the idle tool will be able to cool down by temperature delta degrees and then heat-up back to the active temperature before being activated. If that is the case, it injects GCode to change standby temperatures within the idle period. This is done to prevent extensive oozing while the tool is idle
The script also inserts GCode to set the temperature of the tool to zero at the last deactivation in the file.
The script inserts M106 instructions to disable and enable fans upon tool changes - and set appropriate speed settings based on the Cooling settings of filament assigned to specific tool in PrusaSlicer
Dependencies:
- PrusaSlicer 2.2+
- Python 3.8
Download the newest release of the script from the github repository from main repository
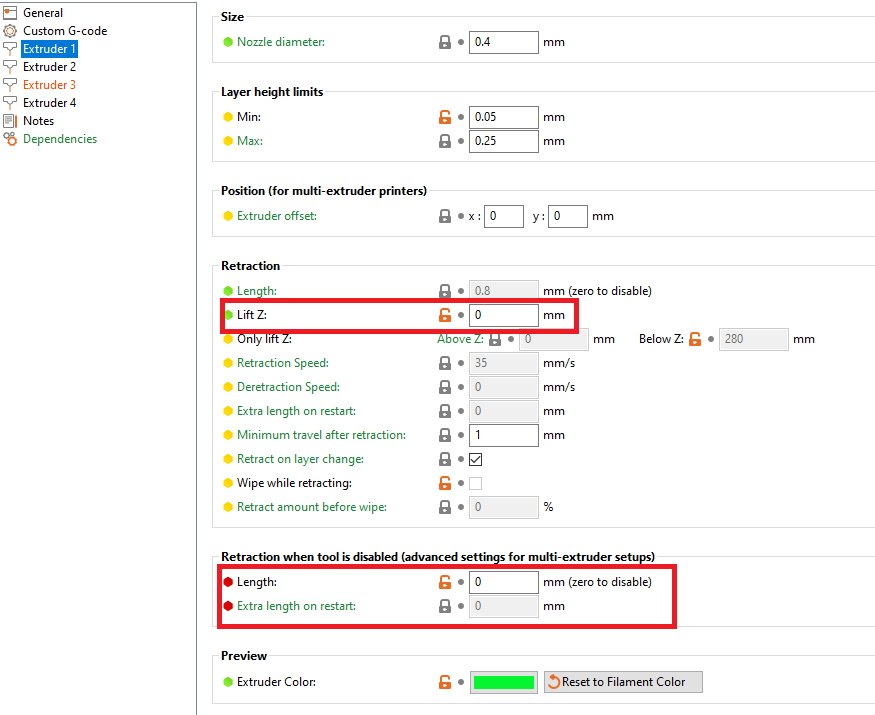
- Use relative E distances - Checked
- Use firmware retractions - Checked [set the retractions/hop in the RR firmware with M207 GCode]

- Set Lift Z for Z-hop to 0 [set the retractions/hop in the RR firmware with M207 GCode]
- Set Length for Retraction when tool is disabled to 0 [if needed, set it in your tpostX.g and tfreeX.g scripts with G1 E]
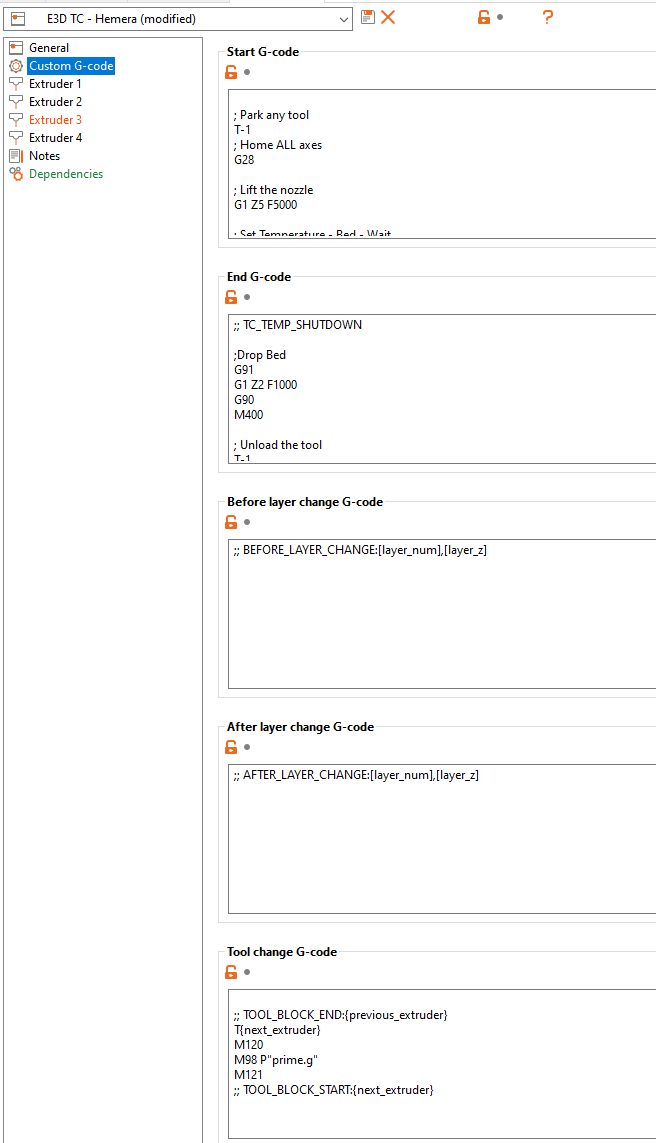
; Park any tool
T-1
; Home ALL axes
G28
; Lift the nozzle
G1 Z5 F5000
; Set Temperature - Bed - Wait
M140 S[first_layer_bed_temperature]
;; TC_TEMP_INITIALIZE
; Mesh bed leveling
G29
; Enable Bed leveling
G29 S1
;; TC_TEMP_INITIALIZE is a script marker at which the script inserts the initial Temp and PCF management GCode
;; TC_TEMP_SHUTDOWN
;Drop Bed
G91
G1 Z2 F1000
G90
M400
; Unload the tool
T-1
M400
; Move the Carriage out
G1 X-20 Y-20
M400
; Disable Mesh Compensation.
G29 S2
;; TC_TEMP_SHUTDOWN is a script marker at which the script inserts heaters shutdown GCode
;; BEFORE_LAYER_CHANGE:[layer_num],[layer_z]
;; BEFORE_LAYER_CHANGE is a script marker identifying end of the layer (as generated by Prusa Slicer)
;; AFTER_LAYER_CHANGE:[layer_num],[layer_z]
;; AFTER_LAYER_CHANGE is a script marker identifying the beginning of the layer (as generated by PrusaSlicer)
;; TOOL_BLOCK_END:{previous_extruder}
T{next_extruder}
M120
M98 P"prime.g"
M121
;; TOOL_BLOCK_START:{next_extruder}
;; TOOL_BLOCK_END is a script marker identifying the end of the block where the Tool is active ;; TOOL_BLOCK_START is a script marker identifying the start of the block where the Tool is active
- Only firmware retractions (G10 and G11) are supported - this is needed for a script to effectively track retractions and un-retractions per each tool in order to effectively inject the moves and extrusion moves for the Prime Tower at various inject points - and if needed pre-pend and append retractions and un-retractions when needed.
- Retraction of filament on tool change should be disabled in the PrusaSlicer and handled within the firmware. This is to avoid any blobs or under-extrusions due to the extra GCode injected at various markers.
- Wipe Tower - Disable


- Output filename format - do not include the time_estimate, this is appended by the script based on calculated estimates
- Post-processing scripts: {PATH_TO_PYTHON}\python.exe {path_to_script_installation}\tcpspp.py;

All configuration settings can be found within conf.py
printer_corexy = True
printer_motor_speed_xy = 14400 # XY motor speed in mm/min as in firmware
printer_motor_speed_z = 1200 # Z motor speed in mm/min as in firmware
printer_extruder_speed = [7200, 7200, 7200, 7200] # Cystomize in mm/min as in firmware
prime_tower_x = 250.0 # Prime tower position X
prime_tower_y = 100.0 # Prime tower position Y
prime_tower_r = 15.0 # Prime tower maximum radius in mm
prime_tower_print_speed = 1800 # Prime tower print speed 1800mm/min
prime_tower_move_speed = 12000 # Prime tower move speed (into and out of prime tower)
prime_tower_band_width = 3 # Number of prime tower band width per tool
prime_tower_band_num_faces = 16 # Prime tower number of faces (3 will make prime tower a triangle, 4 a square)
prime_tower_optimize_layers = True # Enable prime tower layer optimization
brim_width = 6 # Number of prime band brims
brim_height = 3 # How tall should be the brim (number of layers)
runtime_tool_change = 10 # Fixed time to change the tool [s], used for runtime estimates
runtime_default = 0 # Other instruction time estimate in [s]
temp_idle_delta = 30 # Temperature delta in C
temp_heating_rate = 0.6 # Heating rate estimate (in C/s)
temp_cooling_rate = 0.8 # Cooling rate estimate (in C/s)